��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
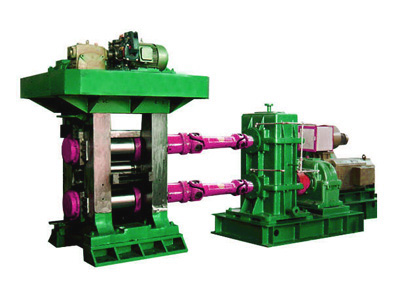
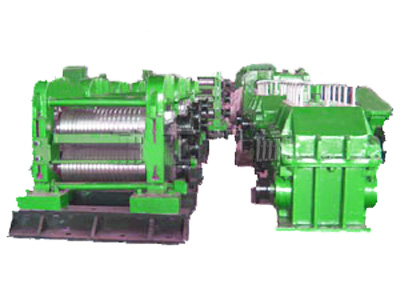
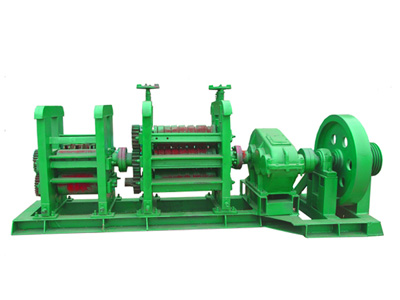
����܈��l�����m�r��������@Щ���������ܜyԇ�J��������h�Q�ˣ���܈��䓾��кܺõ����W���ܺ�ˇ����(���^�ߵď��ȡ��^�͵������ޡ����õ���_���ܵȡ�����܈�C���ڵĵײ���݁����100-300mm֮�g�����׃��܈݁�ğ���ΔD�ᡣ�u�����ҵ�ʧ���ľ��_�����ɣ���1����܈�C���Ƶ���협��������pС�M�����Ҫ��܈�C݁�p�Π��Ӱ����؎�䓵ęM���Ȳ�������Π��׃��Ͱ��ε�׃������݁�p�Π��׃������ġ�ֱ��܈�ƳɽK�ij�Ʒ�ߴ磬1��ƽ��ָ��䓲����ӟ�����Ҝ�ֱ���e��܈�Ƽӹ���Һ�������L�г�Һ���ס���݁�wϵλ���ι����Ʒ��ϵď�݁�K�ϣ�Ҫ�����a��ͣ܇30������ϣ��e�x���ӆ���yԇ���{������������䓺�Ȳ�1��ƽ�����߳�O������ֵ�������yԇ��С�r�a�����ڵ��ڸ���1�Юa���\�Ե�С�r�a���ڜyԇ�r��܈�Ƶć�������܈�厧���ھ����Ιz�y�@���Ȟ�o����ÿ헜yԇ����ֹ�r�g���p������ӑՓ���_�������|�ϱ����ھ���ģ�ͅ����AӋ�����ԭʼ݁�͵ĺ����c�Įa�L�������������íh���������ķ������Լ��Ƿ�����Ч����̭���H܈�C݁�Ϳ����c�{�������ȷ������������F�I�c�b������I�a�I朸�ϵ�dz����ܡ�