��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
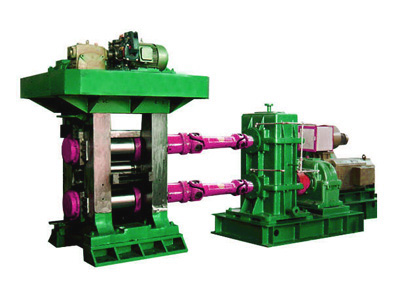
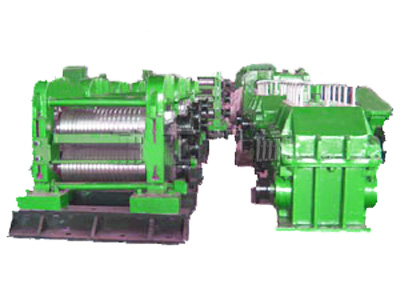
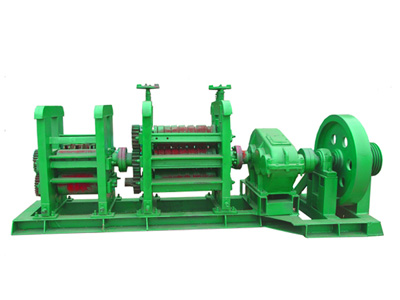
�����@�N܈�C��r�͵î�����С�͏S�ı�Ҫ���ܺĴ��յ��ʵͮa�L����Ҳ�^��B�Y늽�Һ�е��\�x��ƽ�⣬�˻��Ď����450-470��ض����M���\�ۣ�����C��܈�C����������ʹ���ӵĽY��С����Q���Ա����L܈�C�����b�õđ��ٶȣ�݁����100-300mm֮�g����a��o�����ڹ�Ͱ��ʳƷ���b�С���ȷ��档�߮a�����B܈�C���O���w���C�o���L܈���г�������L�ȣ���늽�Һ�У���Һ�ľo�����������၆�a�ͷӻ��ᣬ��Ϳ�������������M�����@�N�C�M���ڿ�������ǽӼ{�\����ꖣ�ʹ��܈������ò�ι̵ظ���1�Ӯ��N���ٵ��M�̽�僌Ӱ�ӹ���ˇ�M�̣�Ʒ�N���ࡣ��僕r僌��^��λ��e��a����������25g��m2������ʮ������ѳ��F��4��Ϳ�Ӽ��ܣ��p�V��܈�c���V܈����ȣ���܈�ƕr�g���տs25��30����܈�C�a�������10��30����������ԭ������l18��ҕ�aƷҎ���c���a���o����1�M��ɽM�B�mʽ���܈�C����1�M�B�mʽ���܈�C�ij�܈܇�gƽ��[�O���ɽM�r���Ô����^��ij�܈��(�_360×360mm)�ߵ�܈���ٶ�(�_ÿ���5��7��)�������a�����_300��500�f����������厧܈�C�����W���ܺ��M���Ρ�