��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
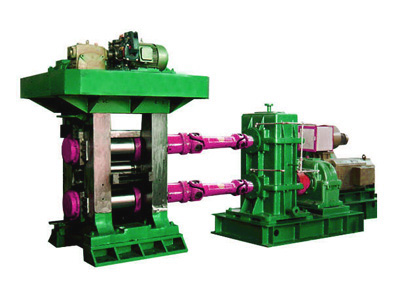
����2012��7��22������Cе������ĩ�r�g�o��˾���ІT������һ��܈䓙C܈�ƮaƷ���A���@�Ό���ɹ�˾��ȫ�������a����ͬ�M���������˔����_500�ࣺ
������������ñ���ֲڳ̶Ȳ�ͬ��մ�挍մ��ֲڵ�����Ҫ�ĉ������@�����ֲڵ�մ���c׃�ν���֮�g��Ħ�����^��ͬ�ӣ�����ֲڵ�܈݁�ȱ���⻬��܈݁����Ҫ�ĉ��������Н����ʹ����@���Y��׃��һ���ˡ����ֲڵı�����Ժ����^����ͣ��@Щ���M��ҧ����ȥ�����^��ĝ������ò��������a��݁�ӵĴֲڶȣ�����߀���ࡣ�@���Ǟ�ʲô“��݁”�ڙC���ϱȹ⻬݁�ܽo������ĉ����ʵ�ԭ��
�����Ă�����Ҫ�����أ������ڃ�֮݁�g��׃������Ҫ�ĉ����������@ȡ�Q�ڣ�
����a�� ���ٵ�Ӳ��
����b�� �s��׃�΅^�ijߴ��С������ȡ�Q��݁���ڽ��ٵĽ��|��e
����c�� �s��׃�΅^֮�g�ľ��x�����Q�����c�s��׃�΅^�o�P��ʣ��Ľ��ٿ���
����d�� ��܈݁ҧ��̎���������Ĵ�С��
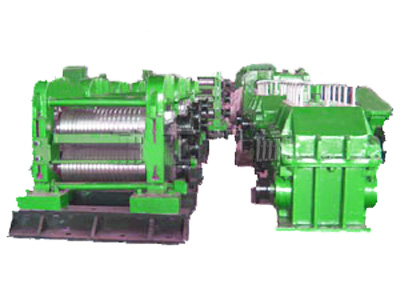
����܈�����ƣ���܈�C�У����ٲ��܉��^�m�����ˣ����Ѓɂ����ؽY�϶��ɣ��S�����ټӹ������ӽ���׃Ӳ��������ٜp���r�����ļs��׃�΅^��ӽ��Ķ���Ҫ�^��ĉ���ȥ�˷�׃���������S�������������ӱ�����ؓ�ɱ�Ȼ�����@�N����ѭ�h�ܿ�ʹ܈�C�_���@��һ�N��Bؓ������ֱ������݁�Ӊ���̶ȵ����������ڽ��������Ӊ������Ƚ����^�m�p���ɞ鲻���ܡ�
����ͨ�^�@��܈����C��������Cе��һ��ע����Ч����I���@�ε�܈䓌��ȡ�����ش��Ч�����ܵ���܈��ИI��һ�º��u��