��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
һ��λ���Q��
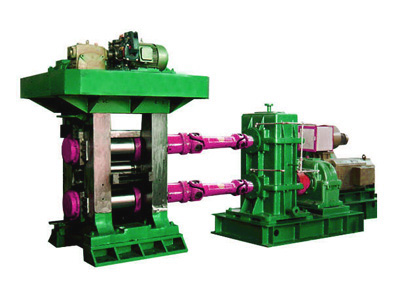
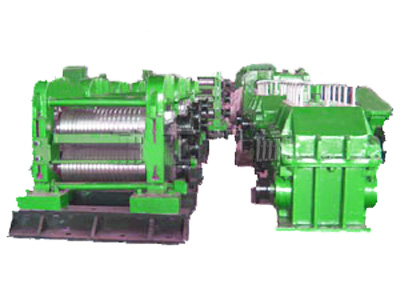
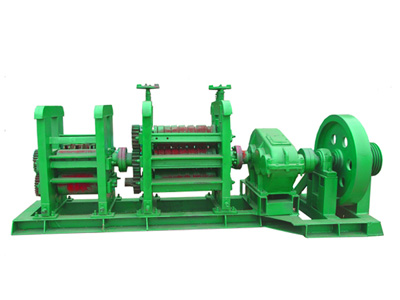
�߾���܈�C�M�{����
����λ؟��
1.��Ϥ���˽�܈����a��ˇ���̣����վ�܈�C��ˇ������
2.��Ϥ�������A��܈2�;�܈�C���½z�C���A��݁���O�����ܺͲ������ܣ����ع�ˇ�o�ɡ�
3.���м��g����Ҏ�̣�ؓ؟���ͳߴ磨݁�p�����A��݁���½z�C���{�������l���Q���_��܈�ƺϸġ�
4.���а�ȫҎ�̣������O��S�oҎ���ƶȡ�
5.���؟�΅^��ȵĭh���l����
����λ��ˇ����
1.��D
�Ȼ��� → �A��܈������ → ˮ�� → �y���x → 2#�A��݁→ 3#�w�� → �Ȼ��� → ����� → ��܈�C�M
↓
�½z�C ← �A��݁ ← �y���x ← �� ˮ�� ← �pģ�K A�� �� ← ˮ��
2.��ˇ����
��1����16#܈�C܈�Ƴ��ĺϸ����ͽ��Ȼ����M��ɼ��A��܈܈�C�����^ˮ����s���y���x�y�����^3#�w�����У��ٽ��^�Ȼ����M�뾫܈�C�M���ľ�܈�C�M����������ͨ�^ˮ�������s������A�����^�pģ�K܈�ƣ��ٽ��^�y���x�z�y��Ȼ���ɊA��݁�����½z�C��
��2��ˮ�䣺
��ˮ���b�ò�������܈�C�M֮�������������ڌ���܈�C�M܈���ľ���Ѹ�١�������s��������½z�ضȣ��Կ��ƾ������L���Mһ���Ŀ�����s���ýM���ʂ䣬ͬ�r�p�������FƤ�����ɡ��ɸ�����ͬ䓷N��Ҏ��ľ��ĮaƷҪ�����a��ˇҪ��ˮ���b�õ�ʹ�öΔ���ˮ�����M���O�����Cе�Y����ˮ���b��������ˮ����M�ɣ�����֮�g�Ɍ���(�����)���B��ˮ�������]�����νY�������O�h�·��죬�²�����ˮ�܌���sˮ����_���ϡ�