��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
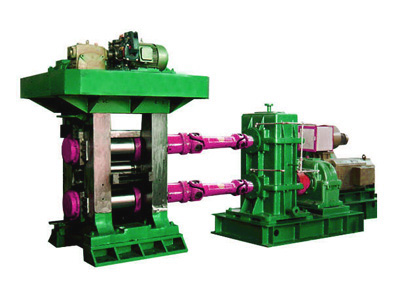
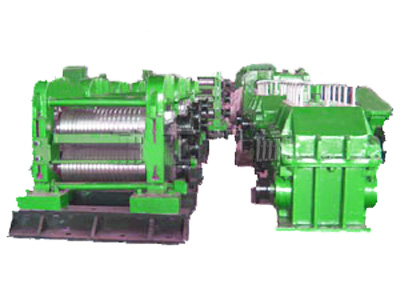
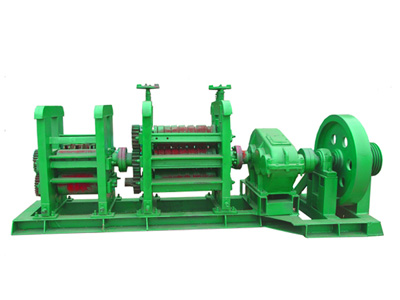
��������܈��䓵����a�����У�ƽ��܈�������a���|���塢�_����܈http://www.bsst.net.cn��䓳�Ʒ�|�����^��һ���P�I������������߮aƷ�|�������ư��Ρ������Ñ�����ʹ������к��m�����W���ܺͱ����B������Ҫ�����á�ƽ�����H����һ�NС������(1����5��)�Ķ�����܈��ƽ����Ŀ���ǣ�
����(1)ʹ��䓾������õİ��κ��^�͵ı���ֲڶȣ�
����(2)��׃ƽ�������ʣ�����ʹ��䓵����W������һ�����ȃ�׃�������m����ͬ��;��Ҫ��(���磬������^픡�����a����Ӳ���c���ȷ����Ҫ�����Ͳ���ò�)��
����(3)������_�ð厧䓣���С������ƽ����߀��������sС����ƽ�_(ָ����ԇ������ϵ�ˮƽ�^��)��
������܈���ƽ�������چΙC����݁ƽ���C���M�У����ڱ����|���Ͱ���Ҫ���^�ߵı���䓣�Ҳ�����p�C����݁ƽ���C���M�еġ�ƽ���C�M���O���c��܈�C�M��ơ�