��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
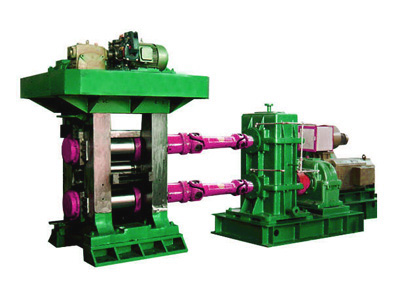
܈䓙C�{�����ǰј���܈䓙C���͵ĸ��������M�к����ĽM�ϣ����_��܈䓙C�{�����������Ўׂ��l����
(1)����ҧ��ƽ�����������M�С�
(2)�O���\�D������ؓ�ɷ��������ڹ�ˇҎ������֮�ȡ�
(3)픗Uƽ�������a�����ҵ����ӡ�
(4)512��ĥ�p���������ĵ͡�
(5)�Ͻ�䓹ܵĎγߴ缰���ȑ����ϼ��gҪ��
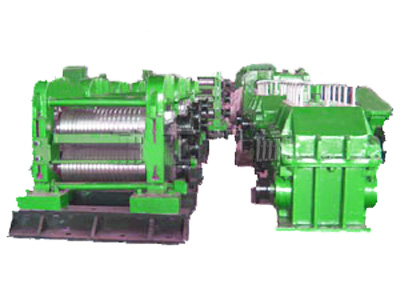
܈䓙Chttp://www.bsst.net.cn�{���Ƿ����_��������ȡ�Q�ڴ����ߵ����_���b���{�������Ƿ��������ˣ����{���Б�ԓע�������c��܈䓙C���ľ���܈�����ľ�ͬ�ģ���܈݁ƽ�У����c܈�ƾ��Ⱦ��x���Еr���ˌ��F�U��������������܈݁���ڏ��_���S���Ɍ����횇���ƽ�У������������C�������M�У�һ�㌢��������2��3n��n�����a�е��{�����������3—18��ʾ����3—18�����{���������ڃɴδ���׃�������������M�к������䡣�δ��ב����Ñ�9��30ram����^�������Ĵ����ܺ��6��0��6•5ram��****�δ��לp�������p�ٵ�2��0��2��5mm���@�ӣ��M��****�δ��͕����^������l���ĬF����١����������{���a݁����F��t�����������@�����****�δ��לp�����p�٣��p��׃����Ҳ���١���׃�΅^��ȣ��пչܱ���׃�ε��^��������׃�����p�٣��a�����ԏ�����׃��Ҳ�٣���^������������Ҳ�p�١����@�ӣ�����������β�˕r�������x�_܈݁�͌��壬�F�������������ڃɴδ���׃���У��δ���׃����ռ��׃������70�����ҡ��@�ӵ��{�������DZ��^�����ģ�����****�δ�������M�У������ĮaƷ�|��Ҳ���^�á�
�F���еďSʹ����50���יC���a40MnMov�Ͻ�ë�ܣ�һ�δ��׳��Σ���aƷ�|���ɲ����Լ����a�ɱ�����������ʿ30���יC���a�ġ�