���܈䓙C�O���Љ����ݽz���Ԅ����ɼ�����ԭ���f��
�l���r�g��2015-01-21 �g�[����
�����ݽz���Ԅ�������Ҫ�a���ڳ�
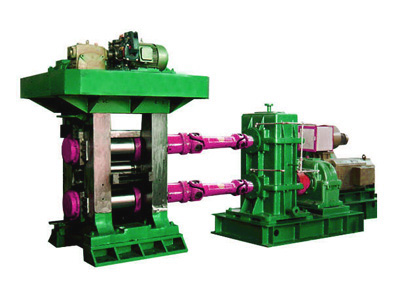
܈�C�ϡ��厧��܈�C���а�܈�C�����ɴ�Ӱ�݁�p�_�Ȳ�Ӱ�܈���ľ��ȣ��a��܈���ĺ�������ԭ�����ݽz�ݾ��^���������Ǵ��ڻ�ӽ��ݼy�����i�ǣ����P�C���C�������i����܈���^���������Ɖġ�
��Q�����������ݼy�g��Ħ�������� 1���m���Ӵ����ݼyֱ����tgα=h/(πd)���p���ݼy���ǣ��������i���������^���ֱ������܈�C�ߴ��^������2���������ݼy����|ֱ��d3�c�_��ֱ��d4���Ķ��Ӵ�Ħ������3�������x���m���ĝ�����
�����ݽz�^�ĽY���Y���������ݽz�֞������ݣ��^����β���c�ݼy���w��
�^����ͨ�^����|��ֹ���S���c܈݁�S��������|�����܁���݁�i��܈�����c��݁���^ƽ������
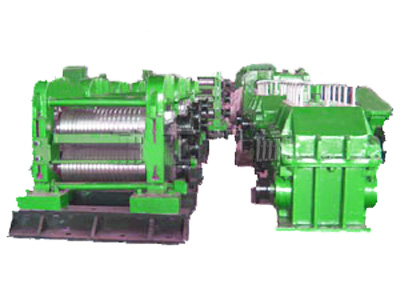
�����ݽz�^��һ�����ɰ��Σ����������Ŀ����ʹ�S����������λ�����������C��ʹ���~����|̎�������^�õ��܉���B����܈�C�������䉺�µ����i�����������ݽz�^��ͨ�������b��ʽ��������Ħ�����أ��厧
܈�C���ڎ�䓉��£���p��Ħ�����أ������ݽz�^��һ����ֹ�ƵĝL���S�ж������~�|��
�ݽz���w��һ��ʹ����X�λ������ݼy������džξ��ģ����������i������
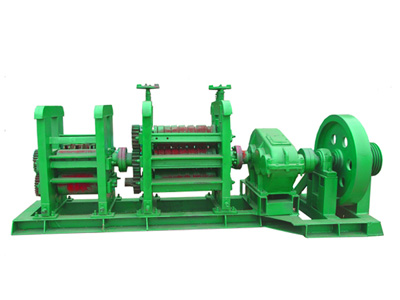
���ى��C�����厧܈�C��늄Ӊ����b�ã�
�厧
܈�C��܈���^����Ҫ�M��݁�p�{���������^�Ď�䓉��£������{ֱ�C�����{����С�����ٶ�������0.02—1.0mm/s�����ȣ��ַQ���ى��C����
���ى��C�����厧܈�C��늄Ӊ����b�ã������c
1��݁�{����С��2�����ȸߡ�3���l���Ď�䓉���4�������ٶȿ졣5�����º�Һ��������Y�ϵķ�ʽ��6������ϵ�y�ȿɆ΄��ֿ��ӣ��ԝM��܈݁ƽ�ж��{����Ҫ��